

문제
B 확장 도핑 곡선이 미치는 영향 n-TOPCon 셀
1.I-V 매개변수: VOC/FF/RSER/JSC
2.최고농도
3.접합 깊이
4.포화전류밀도 
5.접촉 저항률 
주요 결론
1. 포화 암전류 효과
접합 깊이와 피크 농도가 증가함에 따라 패시베이션 영역 더 커집니다. 그 이유는 표면재결합과 벌크재결합이 심화되기 때문이다.
더 커집니다. 그 이유는 표면재결합과 벌크재결합이 심화되기 때문이다.
낮은 표면 농도 + 얕은 접합 방향으로 패시베이션 영역의 포화 전류 밀도를 줄입니다.
접합 깊이 0.5~0.85 μm 범위에서는 접합 깊이가 증가함에 따라 피크 농도가 증가하고 금 반접촉 면적이 증가함을 알 수 있습니다.  작아집니다. 이는 "투과 제한 이미터"(벌크 재결합에 둔감함) 개념으로 설명할 수 있습니다. 방출 영역 중 무거운 도핑 영역의 정공 농도가 매우 높고, 정공 수명이 낮으므로 정공 재결합 속도는 또한 낮습니다. 도핑 농도를 높이면 금 반접촉 영역의 포화 암전류 밀도를 줄일 수 있습니다. 접합 깊이가 1.0μm보다 크면 금 반접촉 영역의 포화 전류 밀도가 증가하는데, 이는 주로 벌크 재결합이 악화되기 때문입니다.
작아집니다. 이는 "투과 제한 이미터"(벌크 재결합에 둔감함) 개념으로 설명할 수 있습니다. 방출 영역 중 무거운 도핑 영역의 정공 농도가 매우 높고, 정공 수명이 낮으므로 정공 재결합 속도는 또한 낮습니다. 도핑 농도를 높이면 금 반접촉 영역의 포화 암전류 밀도를 줄일 수 있습니다. 접합 깊이가 1.0μm보다 크면 금 반접촉 영역의 포화 전류 밀도가 증가하는데, 이는 주로 벌크 재결합이 악화되기 때문입니다.
금 반접촉 영역의 포화 암전류를 줄이면 무거운 도핑 영역을 늘리고 도핑 농도를 높일 수 있으며 적절한 접합 깊이 ~0.8um를 얻을 수 있습니다.
SE 기술은 가벼운 확장 영역(패시베이션 영역)과 무거운 확장 영역(골드 반접촉 영역)의 장점을 결합합니다.
Ag/Al 슬러리의 부식 깊이는 0.45~0.63μm로 공핍층 폭보다 5배 이상 크다.
B 도핑 농도가 상기보다 높으면 금 반접촉 영역의 재결합이 크게 증가하게 됩니다. 결과는 0.63μm 깊이에서 B-도핑 농도의 임계점이 E+18의 임계점보다 낮다는 것을 보여줍니다.
2. 접촉저항
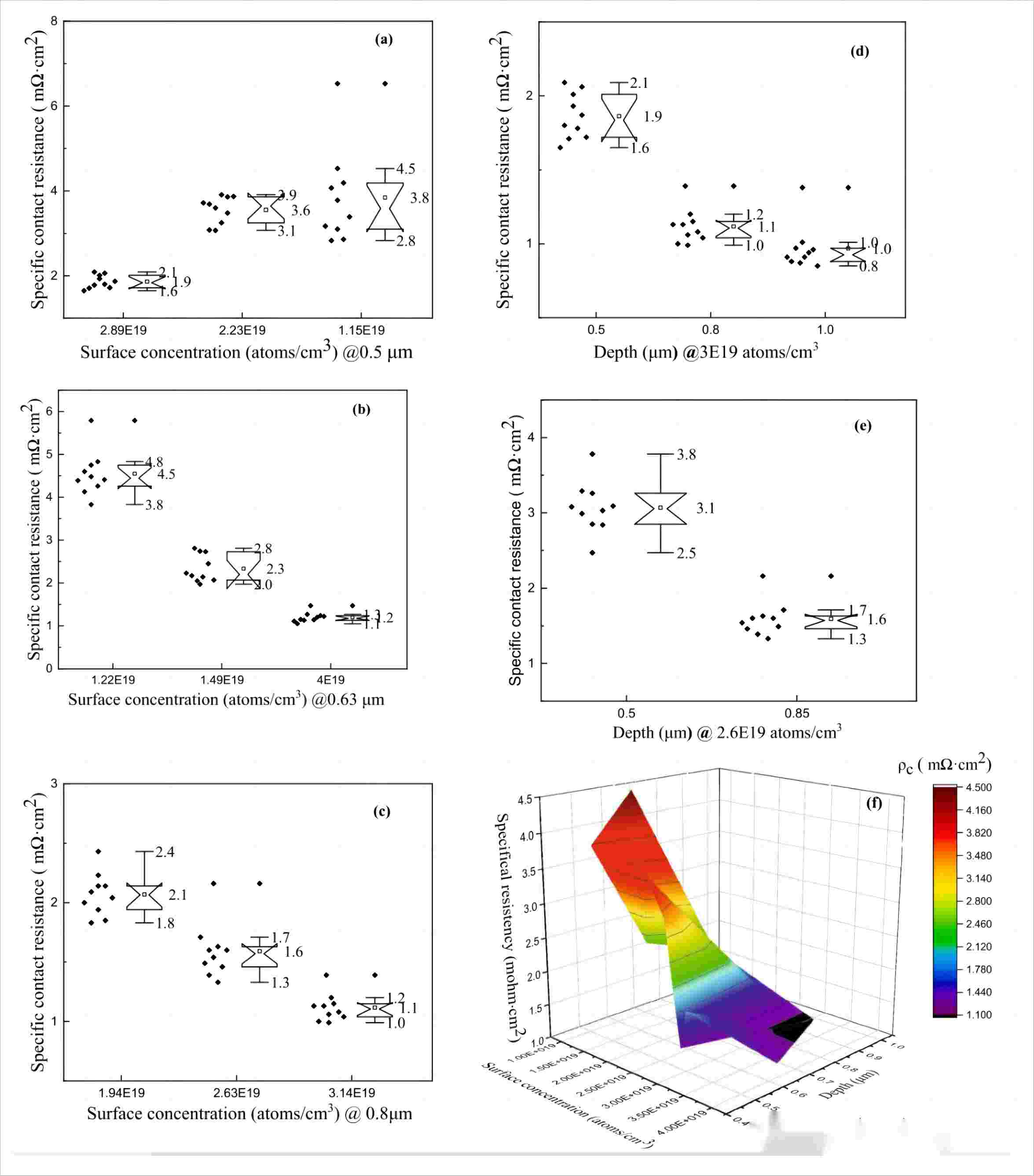
피크 도핑 농도가 증가할수록 접합 깊이가 증가하고 접촉 저항률이 감소합니다.
동일한 접합 깊이에서 도핑 농도를 높이면 접촉 저항률을 4.5에서 1.1mΩ/cm2로 줄일 수 있습니다.
도핑 피크 농도는 일정하며, 접합 깊이를 증가시키면 접촉 저항률을 1.1mΩ/cm2까지 줄일 수 있습니다.
3. iVoc 영향
QSSPC 방법, 값은 1E15 cm-3 초과 캐리어 농도이고 iVoc 값은 조명 조건에서 1-sun입니다.
접합 깊이는 동일하며 피크 농도가 증가할수록 iVoc은 감소합니다.
피크 도핑 농도는 동일하였고, 접합 깊이가 증가할수록 iVoc는 감소하였다.
피크 도핑 농도와 비교하여 접합 깊이는 iVoc에 더 큰 영향을 미치며 iVoc는 스웨이드 시트의 양면 붕소 팽창 + AlOx/SiNx 부동태화를 통해 710+ mV에 도달할 수 있습니다.
논의하다
n+ 폴리-Si 이미터의 가장 낮은 복합 전류 밀도는 다음과 같다고 문헌에 보고되어 있습니다.
1. 패시베이션 하에서, ~ 1.4 fA/cm2, 광택 시트
~ 1.4 fA/cm2, 광택 시트
2.Gold 반접촉 영역, ~ 35fA/cm2
~ 35fA/cm2
삼.B-도핑된 p+ 층 방출 영역 재조합:
4.비금 반접촉 영역: 11fA/cm2 150Ω/sqr로 감소 가능
5.Ag-Al 게이트 접촉 영역은 최적화 전 최대 1000fA/cm2이고 최적화 후 ~300fA/cm2까지 높을 수 있습니다.
도핑된 방출체의 제조 방법:
1.BBr3/BCl3 관형 확산
2.붕산확산
3.B 이온 주입
목표: 이미터 포화의 암전류 밀도를 줄이고 iVoc을 높입니다. 작동 방식:
1. 전면 B 확장 이미터 p+ 층, 낮은 표면 농도 + 얕은 접합
2. 금 반접점의 저항률은 접촉 성능을 보장할 만큼 충분히 낮아야 합니다.
3.Ag/Al 슬러리의 특성과 금 반접촉 영역의 높은 복합성을 어떻게 최적화할 수 있습니까?
깊은 접합 도핑으로 금 반접촉 영역의 재결합 손실 감소
높은 표면 농도 – > 낮은 접촉 저항
이전 문헌 요약:
Al2O3 유전체 필름은 고정된 음전하를 가지며 B 확장 이미터에 대한 우수한 패시베이션 효과를 갖습니다.
습식 화학 처리 후 SE 방법은 Jsc를 ~0.3mA/cm2까지 증가시킬 수 있습니다.
APCVD SE, Jsc 0.4mA/cm2 증가, 효율 0.4%(abs) 증가
양면 확산 후 실리콘 웨이퍼의 수명을 1.2~1.5ms까지 늘릴 수 있습니다.
슬러리에 Te를 첨가하면 낮은 접촉 저항률이 향상되고 온도 범위가 달성됩니다.
BCl3는 B 증폭 방출체의 확산에 사용될 수 있습니다.
더 낮은 피크 도핑 농도는 포화 전류 밀도를 증가시키고 금 반쪽 접촉 영역에서 접촉 저항률을 증가시킬 수 있습니다.
레이저 도핑은 B 확장 SE를 달성할 수 있습니다.
ALD Al2O3/PECVD SiNx는 B 확장 이미터에 대해 우수한 패시베이션 효과를 달성합니다.
확산 중 BBr3의 현장 산화는 부동태화 효과를 향상시킬 수 있습니다.
Ag-Al 페이스트를 알루미늄으로 대체-Al 페이스트는 iVoc을 높이고 등급을 낮춥니다.
AlOx 캡핑층의 두께는 B-ampfed 이미터의 패시베이션 효과에 영향을 미칩니다.
Ag/Al 게이트 아래의 금 반접촉 영역이 재결합되고 저B 도핑된 이미터가 더 심각합니다.
B RVD 도핑
B. 확산 이미터 깊은 접합은 금 반 접촉 영역의 재결합을 효과적으로 줄일 수 있습니다.
BSG의 두께와 B의 팽창 저항은 O2 흐름에 영향을 받습니다.
추진 온도와 산화 온도는 B 팽창에 가장 민감한 두 가지 영향 요인입니다.
도핑농도가 낮을 때 , 전류 전달 메커니즘으로는 열 포논 방출과 열 포논 전계 방출 효과를 고려할 필요가 있습니다.
, 전류 전달 메커니즘으로는 열 포논 방출과 열 포논 전계 방출 효과를 고려할 필요가 있습니다.
접합 깊이가 깊을수록 접촉 저항이 낮아집니다.
접촉 저항률에 대한 소산 영역의 영향은 무시할 수 있습니다.
표면 오염 도핑 중에는 효율성이 제한될 수 있습니다.
SiOx에서 B의 용해도는 결정질 실리콘 c-Si의 용해도보다 높습니다.
B-확산 이미터의 패시베이션 후 포화 암전류 밀도
접합 깊이와 피크 농도가 증가함에 따라 패시베이션 영역 더 커집니다. 그 이유는 표면재결합과 벌크재결합이 심화되기 때문이다.
더 커집니다. 그 이유는 표면재결합과 벌크재결합이 심화되기 때문이다.
낮은 표면 농도 + 얕은 접합 방향으로 패시베이션 영역의 포화 전류 밀도를 줄입니다.
접합 깊이 0.5~0.85 μm 범위에서는 접합 깊이가 증가함에 따라 피크 농도가 증가하고 금 반접촉 면적이 증가함을 알 수 있습니다.  작아집니다. 이는 "투과 제한 이미터"(벌크 재결합에 둔감함) 개념으로 설명할 수 있습니다. 방출 영역 중 무거운 도핑 영역의 정공 농도가 매우 높고, 정공 수명이 낮으므로 정공 재결합 속도는 또한 낮습니다. 도핑 농도를 높이면 금 반접촉 영역의 포화 암전류 밀도를 줄일 수 있습니다. 접합 깊이가 1.0μm보다 크면 금 반접촉 영역의 포화 전류 밀도가 증가하는데, 이는 주로 벌크 재결합이 악화되기 때문입니다.
작아집니다. 이는 "투과 제한 이미터"(벌크 재결합에 둔감함) 개념으로 설명할 수 있습니다. 방출 영역 중 무거운 도핑 영역의 정공 농도가 매우 높고, 정공 수명이 낮으므로 정공 재결합 속도는 또한 낮습니다. 도핑 농도를 높이면 금 반접촉 영역의 포화 암전류 밀도를 줄일 수 있습니다. 접합 깊이가 1.0μm보다 크면 금 반접촉 영역의 포화 전류 밀도가 증가하는데, 이는 주로 벌크 재결합이 악화되기 때문입니다.
금 반접촉 영역의 포화 암전류를 줄이면 무거운 도핑 영역을 늘리고 도핑 농도를 높일 수 있으며 적절한 접합 깊이 ~0.8um를 얻을 수 있습니다.
SE 기술은 가벼운 확장 영역(패시베이션 영역)과 무거운 확장 영역(골드 반접촉 영역)의 장점을 결합합니다.

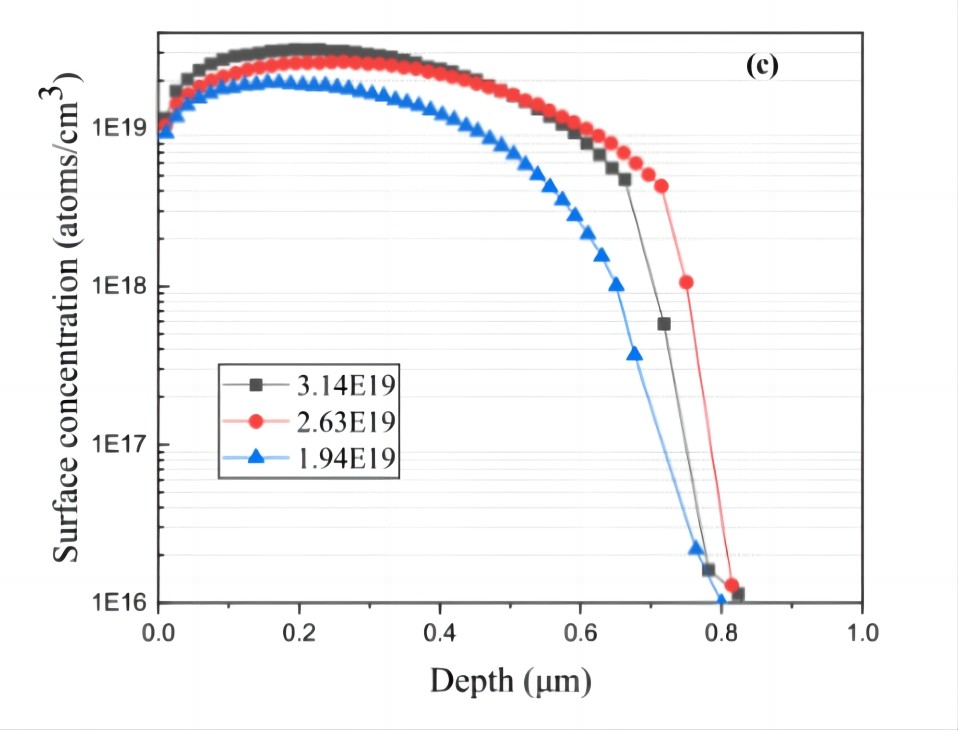 그림 2. 하나의 일정한 접합 깊이 하에서 피크 농도 변화에 대한 ECV 프로파일 (a) 이미터 D1(d1�0.5 μm), (b) 이미터 D2(d2�0.63 μm), (c) 이미터 D3(d3� 0.8μm); 하나의 일정한 피크 농도 하에서 접합 깊이의 변화 (d) 이미터 N1(N1≒3E19 원자/cm3) 및 (e) 이미터 N2(N2≒ 2.6E19 원자/cm3).
그림 2. 하나의 일정한 접합 깊이 하에서 피크 농도 변화에 대한 ECV 프로파일 (a) 이미터 D1(d1�0.5 μm), (b) 이미터 D2(d2�0.63 μm), (c) 이미터 D3(d3� 0.8μm); 하나의 일정한 피크 농도 하에서 접합 깊이의 변화 (d) 이미터 N1(N1≒3E19 원자/cm3) 및 (e) 이미터 N2(N2≒ 2.6E19 원자/cm3).
 그림 3. (a) 에미터 D1, (b) 에미터 D2, (c) 에미터 D3, (d) 에미터 N1 및 (e) 에미터 N2의 부동태화 영역에서의 에미터 암포화 전류 밀도. 그리고 (f) 접합 깊이와 B 도핑 프로파일의 피크 농도에 따라 부동태화된 J0e.
그림 3. (a) 에미터 D1, (b) 에미터 D2, (c) 에미터 D3, (d) 에미터 N1 및 (e) 에미터 N2의 부동태화 영역에서의 에미터 암포화 전류 밀도. 그리고 (f) 접합 깊이와 B 도핑 프로파일의 피크 농도에 따라 부동태화된 J0e.
 image") 그림 4. 금속화 비율이 2%에서 8%까지 다른 샘플의 스크린 인쇄 패턴 사진(a) 및 대칭 샘플의 Photoluminescent(PL) 이미지(b)는 Al2O3/에 의해 붕소 확산 및 부동태화되었습니다. 전면에 다양한 금속화 부분이 있는 SiNx 필름. PL 측정 전에 금속이 에칭되었습니다. 백분율로 표시된 숫자는 금속화 비율을 나타냅니다.
그림 4. 금속화 비율이 2%에서 8%까지 다른 샘플의 스크린 인쇄 패턴 사진(a) 및 대칭 샘플의 Photoluminescent(PL) 이미지(b)는 Al2O3/에 의해 붕소 확산 및 부동태화되었습니다. 전면에 다양한 금속화 부분이 있는 SiNx 필름. PL 측정 전에 금속이 에칭되었습니다. 백분율로 표시된 숫자는 금속화 비율을 나타냅니다.
 그림 5. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1, (e) 이미터 N2 및 (e) 이미터 N2 및 (f) J0e의 3D 플롯, 접합 깊이의 함수로서의 금속 및 B 도핑 프로파일의 피크 농도.
그림 5. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1, (e) 이미터 N2 및 (e) 이미터 N2 및 (f) J0e의 3D 플롯, 접합 깊이의 함수로서의 금속 및 B 도핑 프로파일의 피크 농도.
금 반접촉 인터페이스 미세구조
Ag/Al 슬러리의 부식 깊이는 0.45~0.63μm로 공핍층 폭보다 5배 이상 크다.
B 도핑 농도가 다음보다 큰 경우  위와 같이 금 반 접촉 영역의 재결합이 크게 증가합니다. 결과는 0.63μm 깊이에서 B-도핑 농도의 임계점이 E18보다 낮다는 것을 보여줍니다.
위와 같이 금 반 접촉 영역의 재결합이 크게 증가합니다. 결과는 0.63μm 깊이에서 B-도핑 농도의 임계점이 E18보다 낮다는 것을 보여줍니다.
 image") 그림 6. (a) Ag-Al 접점, 유리층, 보호층 및 모든 스파이크를 에칭 제거한 후 이미터 D3 샘플(1.94 × 1019 원자/cm3) 표면의 주사 전자 현미경(SEM) 이미지. 남은 스파이크는 빨간색 원으로 각인됩니다. (b)/(c) 접촉점의 SEM 단면. 부식된 피라미드의 모양이 선명하게 보입니다.
그림 6. (a) Ag-Al 접점, 유리층, 보호층 및 모든 스파이크를 에칭 제거한 후 이미터 D3 샘플(1.94 × 1019 원자/cm3) 표면의 주사 전자 현미경(SEM) 이미지. 남은 스파이크는 빨간색 원으로 각인됩니다. (b)/(c) 접촉점의 SEM 단면. 부식된 피라미드의 모양이 선명하게 보입니다.
접촉 저항
피크 도핑 농도가 증가할수록 접합 깊이가 증가하고 접촉 저항률이 감소합니다.
동일한 접합 깊이에서 도핑 농도를 높이면 접촉 저항률을 4.5에서 1.1mΩ/cm2로 줄일 수 있습니다.
도핑 피크 농도는 일정하며, 접합 깊이를 증가시키면 접촉 저항률을 1.1mΩ/cm2까지 줄일 수 있습니다.
전구체 iVoc
QSSPC 방법, 값은 1E15cm-3입니다.과도한 캐리어 농도 및 iVoc 값은 조명 조건에서 1-태양입니다.
접합 깊이는 동일하며 피크 농도가 증가할수록 iVoc은 감소합니다.
피크 도핑 농도는 동일하였고, 접합 깊이가 증가할수록 iVoc는 감소하였다.
피크 도핑 농도와 비교하여 접합 깊이는 iVoc에 더 큰 영향을 미칩니다.
 그림 8. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1 및 (e) 이미터 N2로부터 얻은 전구체 구조 웨이퍼의 iVoc 및 수명.
그림 8. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1 및 (e) 이미터 N2로부터 얻은 전구체 구조 웨이퍼의 iVoc 및 수명.
I-V 매개변수 효과
B 도핑 곡선은 실제 Voc와 iVoc 간의 차이를 조정할 수 있으며, 그 차이는 부스바 접촉의 영향입니다.
Voc에 대한 접합 깊이의 영향은 피크 도핑 농도의 영향보다 큽니다.
포화 전류 밀도

 그림 S1 측정된 총 J0 대 금속화 비율 f 접촉 영역에서 J0를 추출하기 위해 대칭적으로 p+np+ 샘플을 사용합니다.
그림 S1 측정된 총 J0 대 금속화 비율 f 접촉 영역에서 J0를 추출하기 위해 대칭적으로 p+np+ 샘플을 사용합니다.
고장 분석
Yablonovitch의 한계 전류 밀도는 46.43mA/cm2입니다.
1. 세 가지 종류의 전류 손실
2. 블루레이 손실
3. 기판 회수 손실
4. 웨이퍼의 불균일로 인한 손실, 웨이퍼의 불균일한 질량으로 인한 전류 손실
5. 재결합으로 인한 전류 손실
6. 발사영역과 베이스영역의 확산길이가 부족하다
7. 피크 도핑 농도와 접합 깊이의 영향을 받습니다.
8. NIR 기생 흡입 손실, 권선 도금 효과
9. 매듭 깊이가 깊을수록 블루라이트 손실이 높아집니다.
 그림 10. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1 및 (e) 이미터에 대한 내부 양자 효율(IQE) 곡선과 광학 반사에 대한 점선 곡선 N2.
그림 10. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1 및 (e) 이미터에 대한 내부 양자 효율(IQE) 곡선과 광학 반사에 대한 점선 곡선 N2.
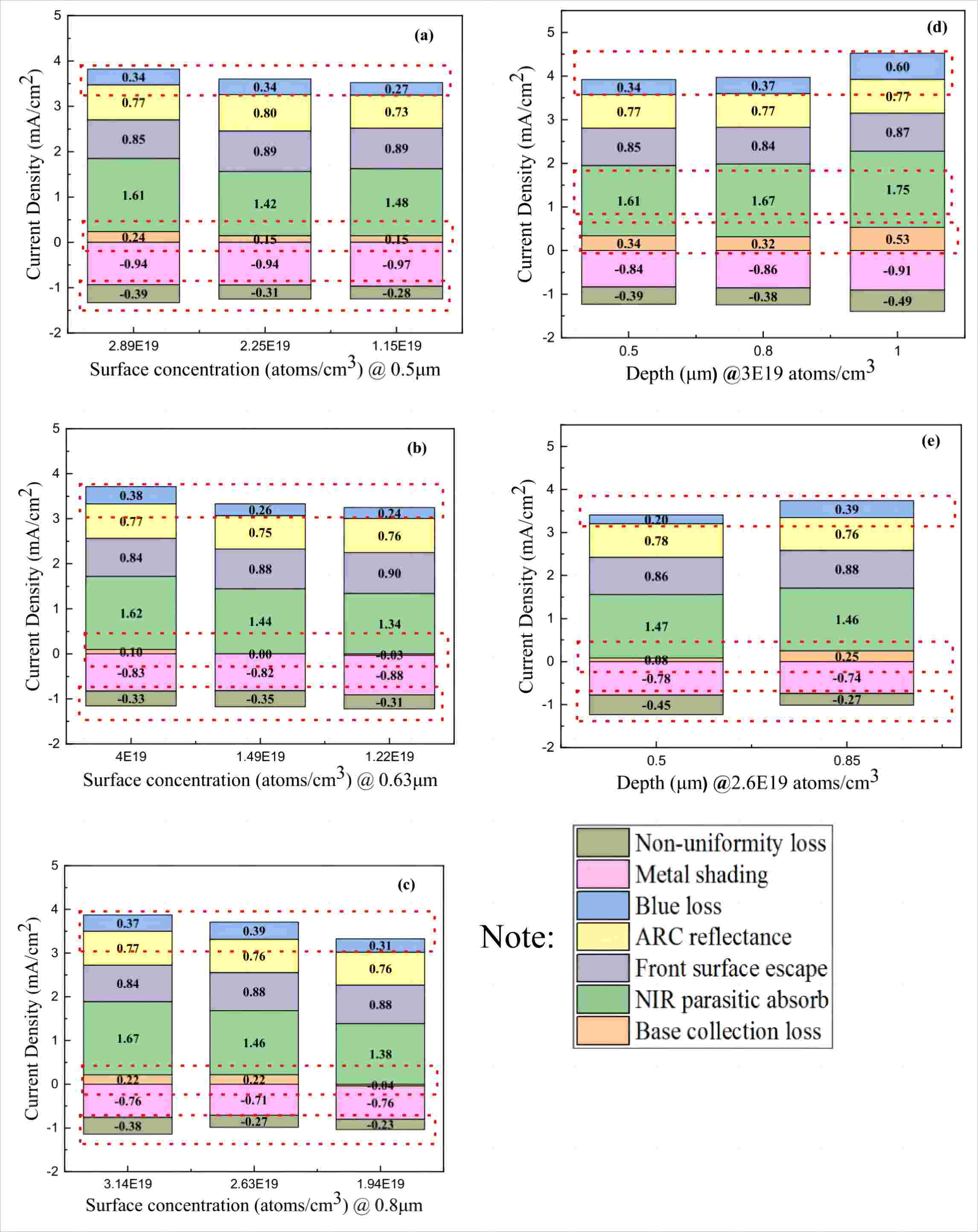
그림 11. (a) 이미터 D1, (b) 이미터 D2, (c) 이미터 D3, (d) 이미터 N1 및 (e) 이미터 N2에 대한 전류 손실 메커니즘.
 한국의
한국의 English
English español
español








 IPv6 네트워크 지원
IPv6 네트워크 지원
