언어를 선택하세요. :
소셜 공유 :
한국의
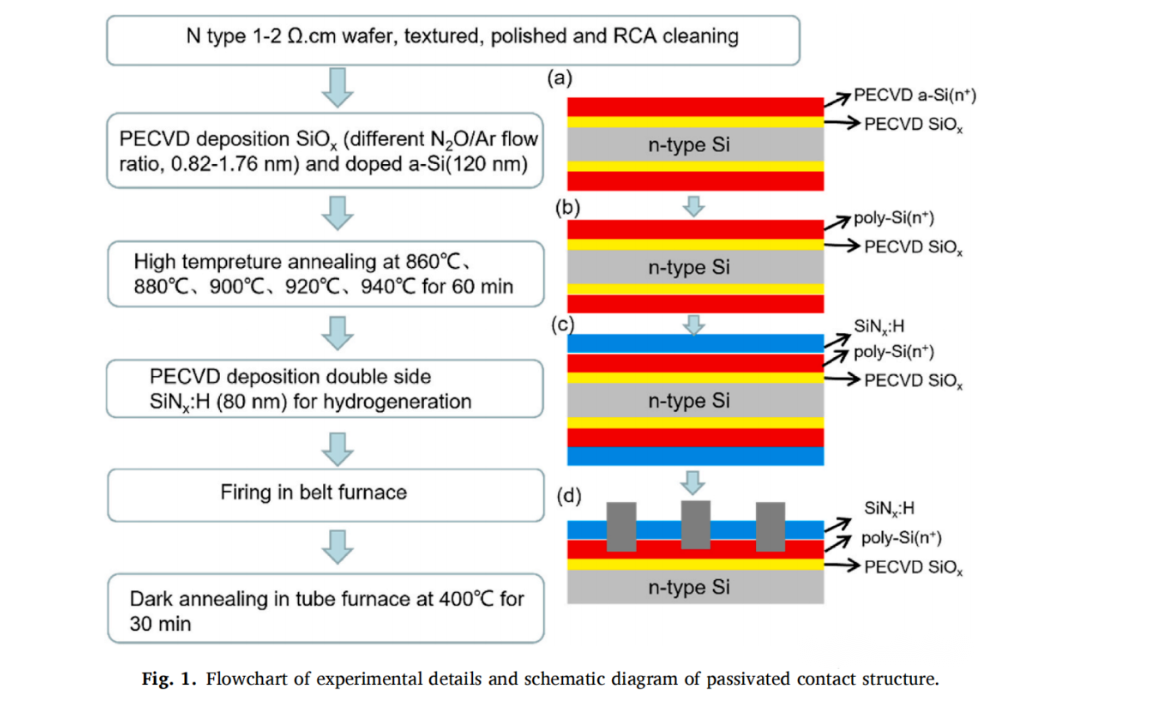
PE-Poly 터널링 산화막 형성
주요 결론
실험 계획
재는 사람
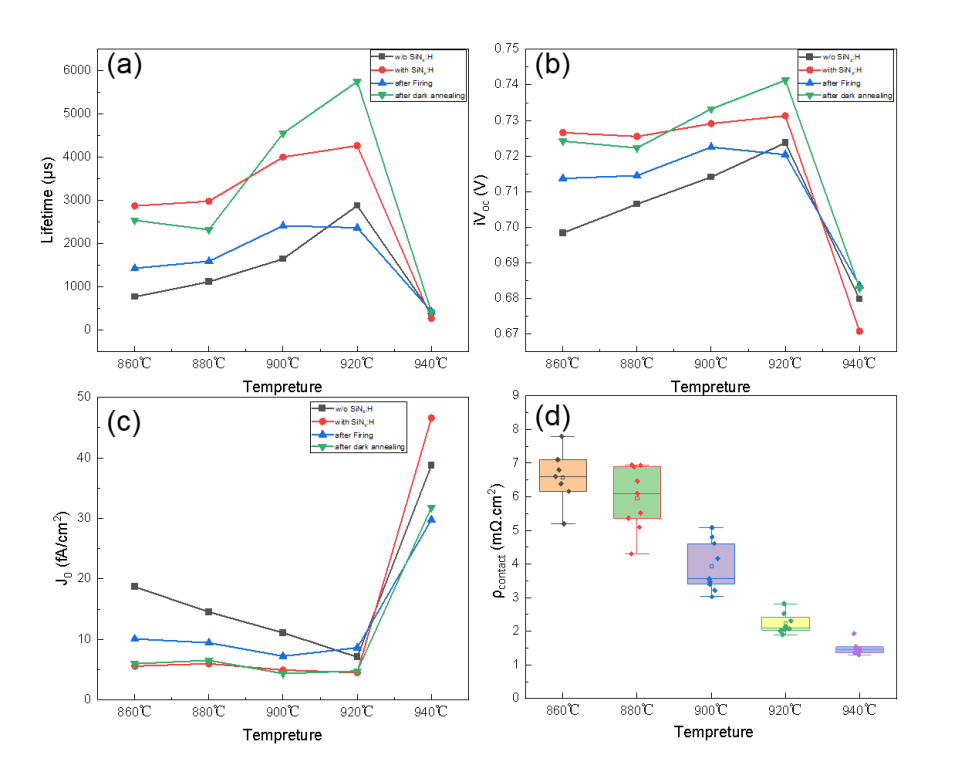
결과토론
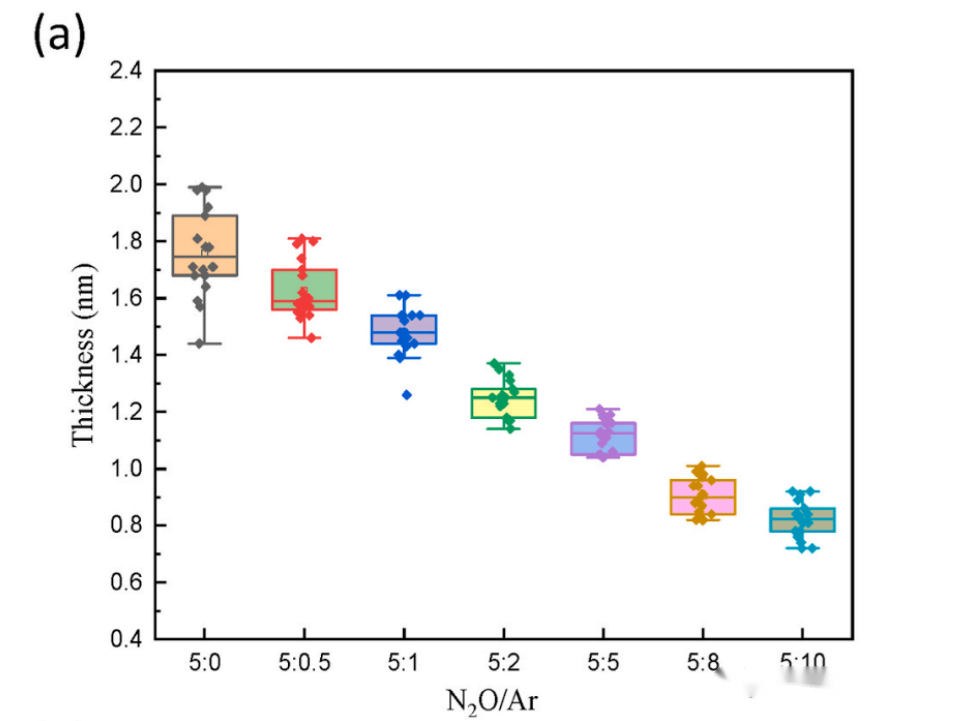
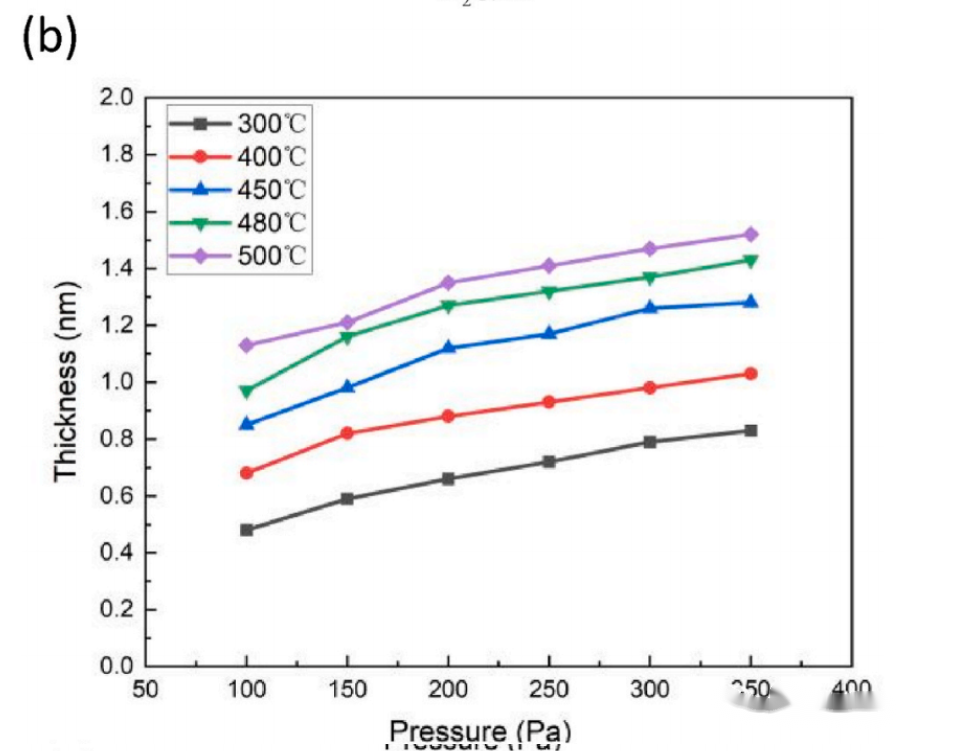
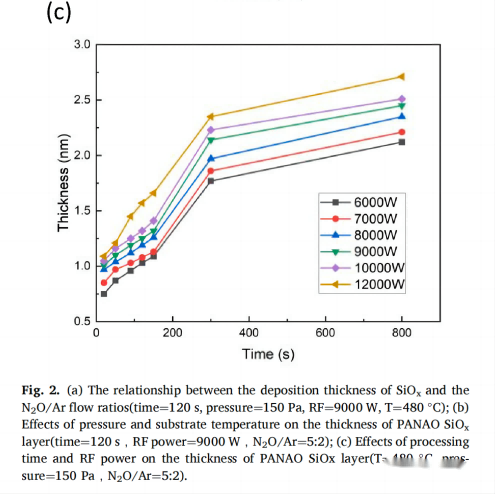
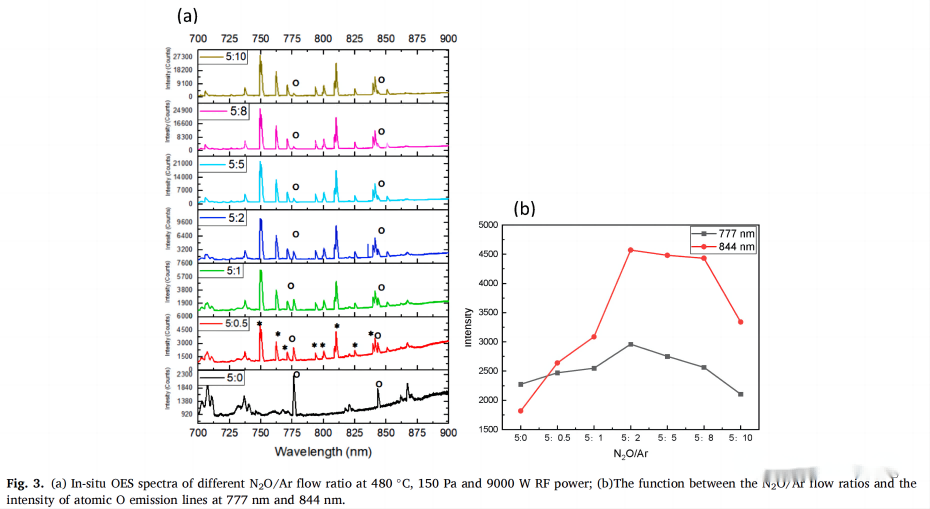
N2O/Ar PE 터널링 산화막 형성 규칙
OES 패턴
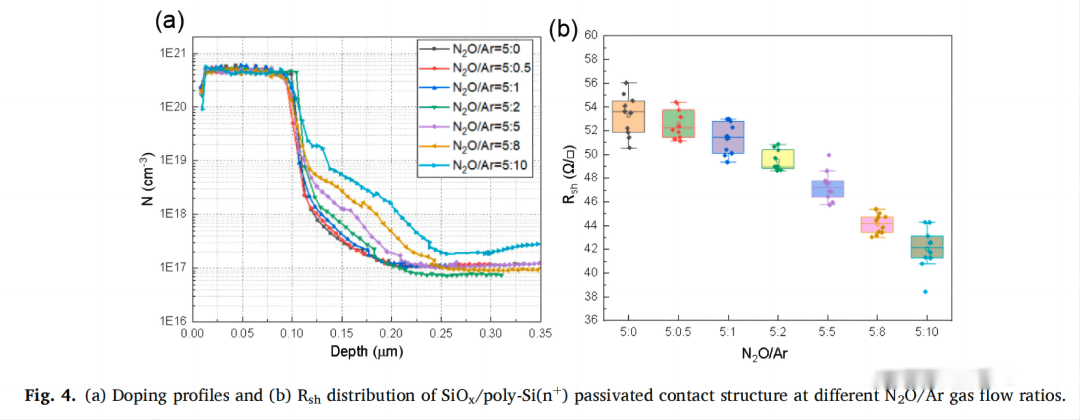
도핑 곡선 효과
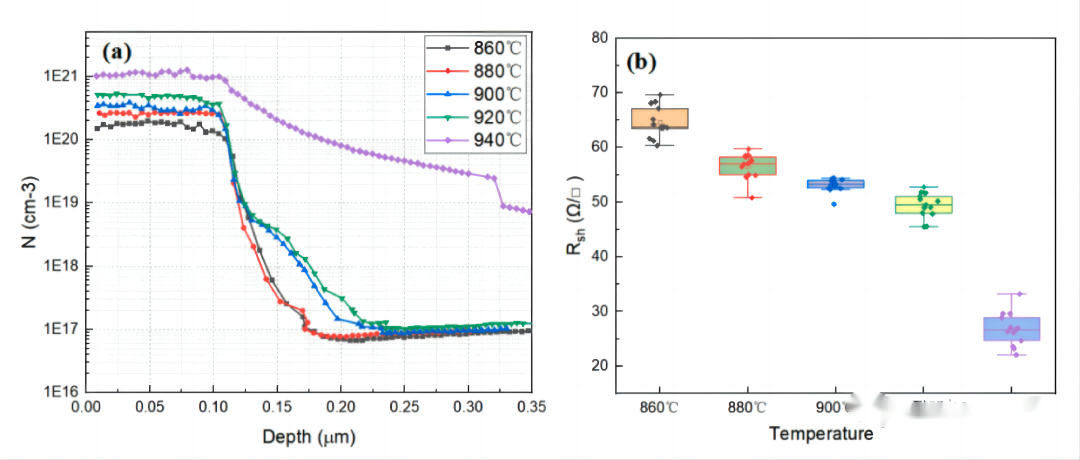
어닐링 온도 효과
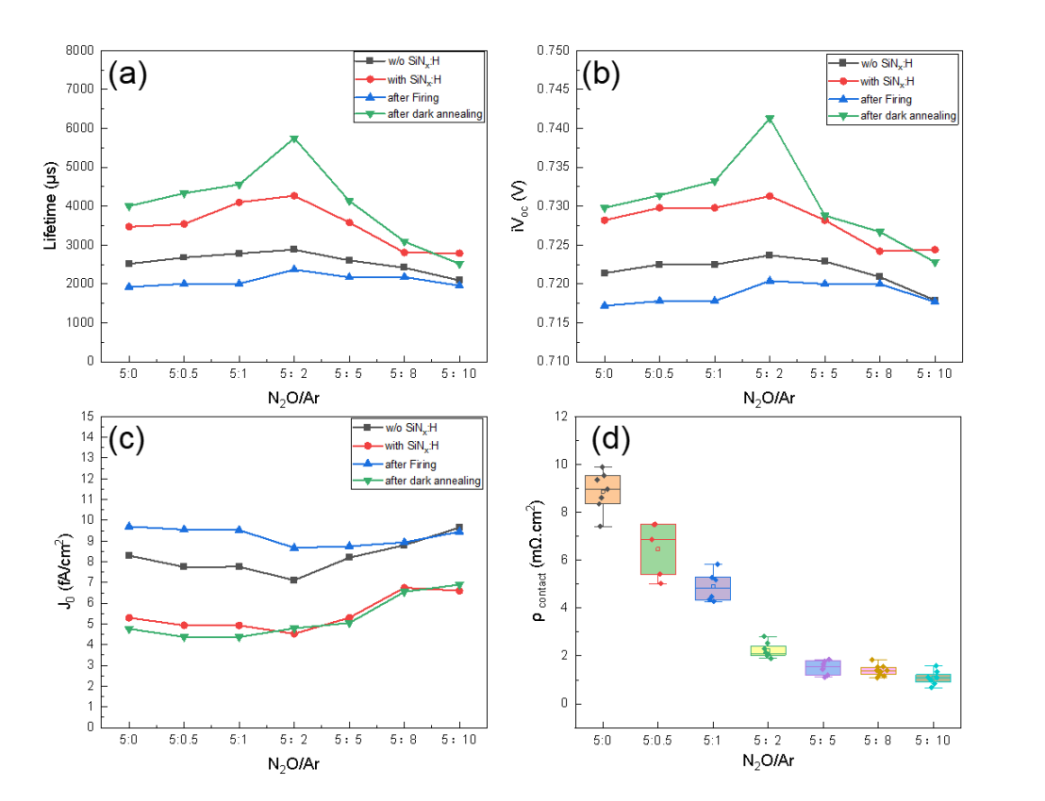
패시베이션 용량
메시지를 남겨주세요
Wechat으로 스캔 :
집
제품
whatsApp
연락하다


 한국의
한국의 English
English español
español








 IPv6 네트워크 지원
IPv6 네트워크 지원
